eduardo luiten
Totalwind Fan
- Mensajes
- 117
- Puntos
- 0
Hace tiempo me rompo el mate y creo que es más facil preguntar.
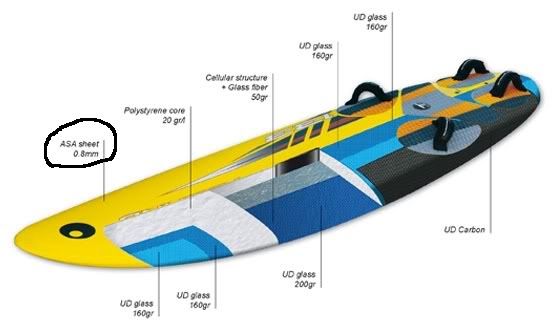
El asa-skin es un material de que tipo?
Es gel coat? es alto impacto? o que . Como se consigue.Y utiliza.
He hecho pruebas con gel coat y la resistencia no es la misma.
He hecho pruebas con alto impacto (como laminado externo) y no logro una buena adherencia. Se podría hacer? talvez tengo una mala técnica.
Desde ya gracias.
El asa-skin es un material de que tipo?
Es gel coat? es alto impacto? o que . Como se consigue.Y utiliza.
He hecho pruebas con gel coat y la resistencia no es la misma.
He hecho pruebas con alto impacto (como laminado externo) y no logro una buena adherencia. Se podría hacer? talvez tengo una mala técnica.
Desde ya gracias.