Rafael Fernandez-Nespral
Totalwind Legend
Reparación fisura caja aleta en Starboard Fw 161.
Reparación de fisura en carena, con muy mala pinta, empezamos:

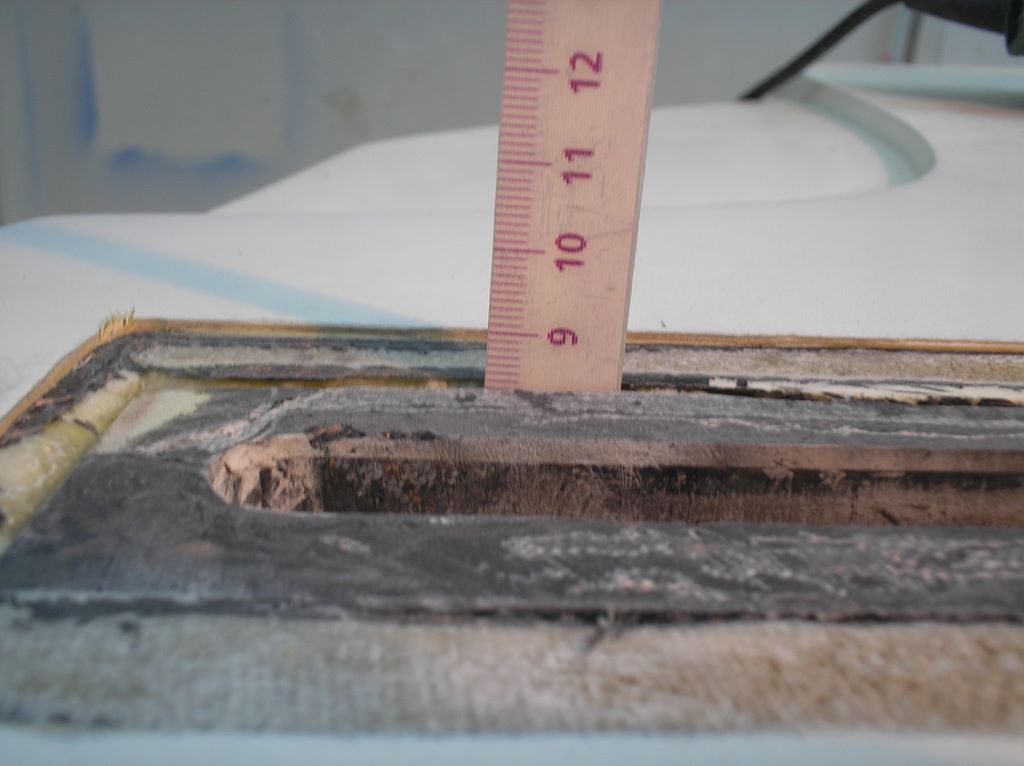
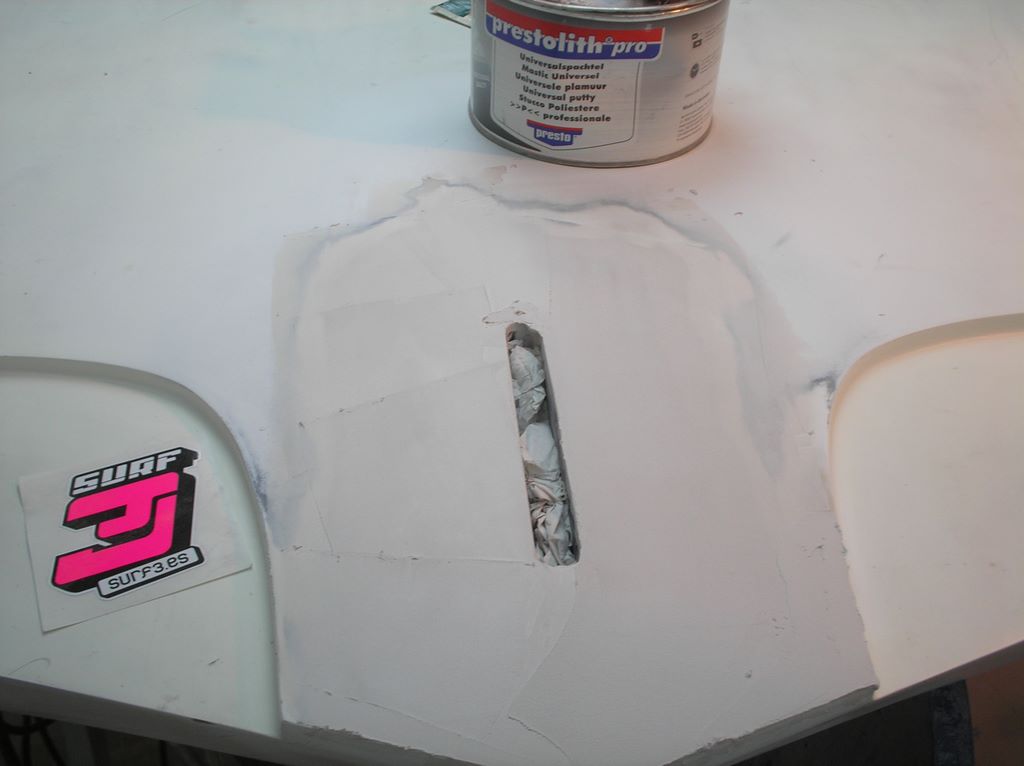
Después de fresar 3cm aproximadamente alrededor de la abertura de la caja a nivel del PVC, eliminando en el proceso pintura, resina-microbalones, chapa pino 0,6mm y laminado en carbono y fibra de vidrio, encontramos que la caja presenta una fisura que no esta en contacto con la pared del EPS en el cual esta embutida, esta caja tiene en su laterales y frontales una forma de corchete }{ , La fisura tiene en algunos puntos 9cm de profundidad, también presenta en una esquina una fractura que habrá que laminar.


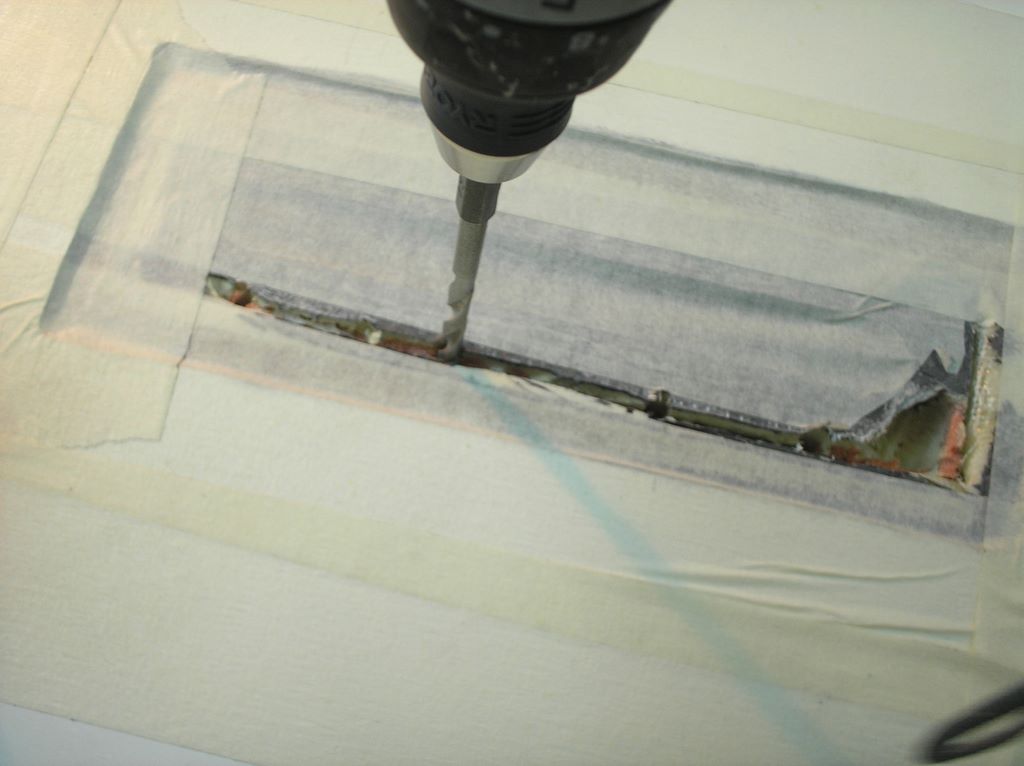
Hacemos cinco taladros profundos en el límite de la caja para que penetre bien la espuma de poliuretano y así restaurar la continuidad del EPS con las paredes de la caja.


Después de lijar el interior de la caja en su frontal y su parte posterior, tapamos las fisuras con resina-microbalones y damos un poco de calor para que penetre bien, laminamos en carbono y fibra de de Basalto U.D. de 250gr y presionamos para garantizar su adherencia con una cuña de EPS revestida de plástico de cocina y tejido PEEL-PLY para que no se pegue. Del mismo tiro reconstruimos los laterales horizontales de la caja en carena. Con carbono para la parte fracturada, hilos de carbono para tapar las fisuras superficiales y tapando todo, una tiras de fibra de vidrio de 104gr.
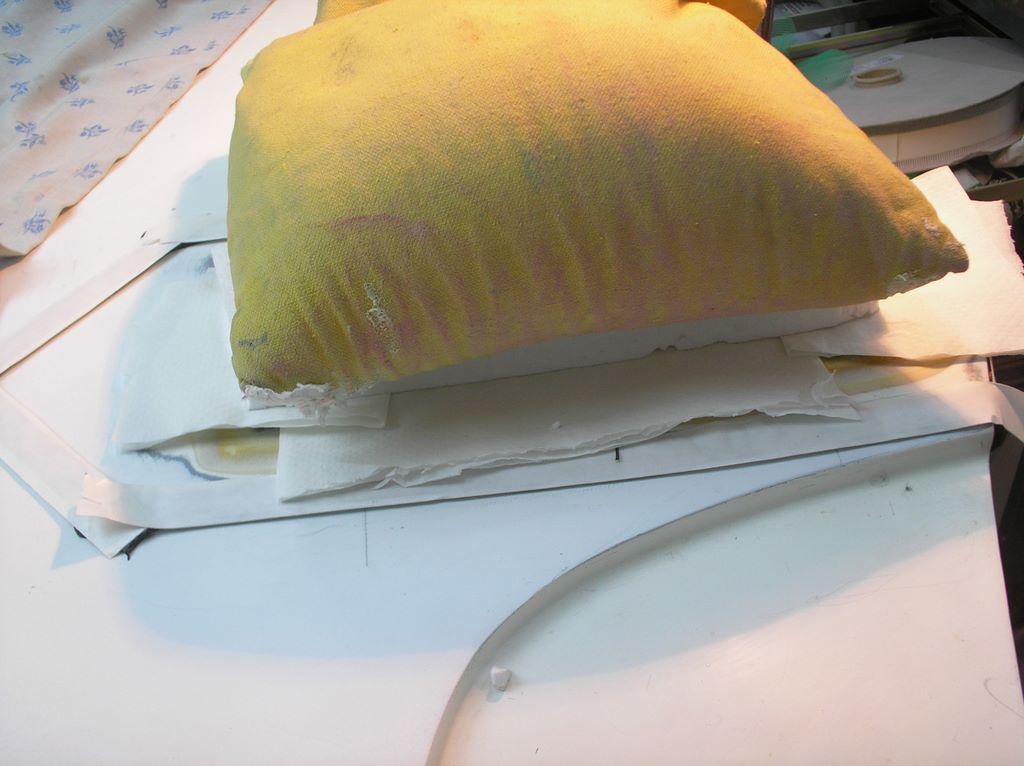
Ponemos encima tejido Peel-Ply y papel secante y un molde fabricado en plancha de EPS, para presionar al mismo tiempo el laminado.
Aplicamos presión al conjunto con un saco de arena.



Resultado de la laminación interior-exterior de la caja.


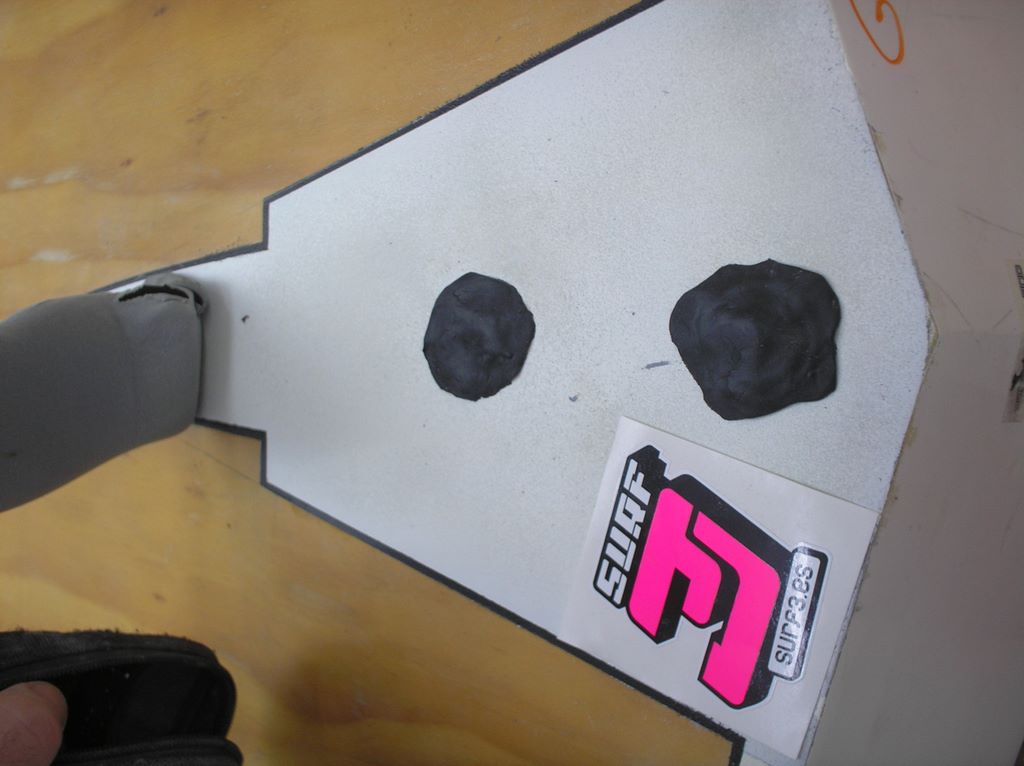
Tapamos los agujeros de los tornillos con masilla de vacío para conseguir estanqueidad en el vacío.
Preparamos el material para laminar:

Nivelamos con resina-microbalones, laminamos un paño en fibra de vidrio de 50gr, un paño en fibra de Basalto U.D. 250gr con las fibras orientadas hacia los laterales (para en teoría derivar las presiones laterales en la caja), un paño en carbono de 200gr, un paño en fibra de vidrio de 145gr y finalmente una chapa en pino de 0,6mm.

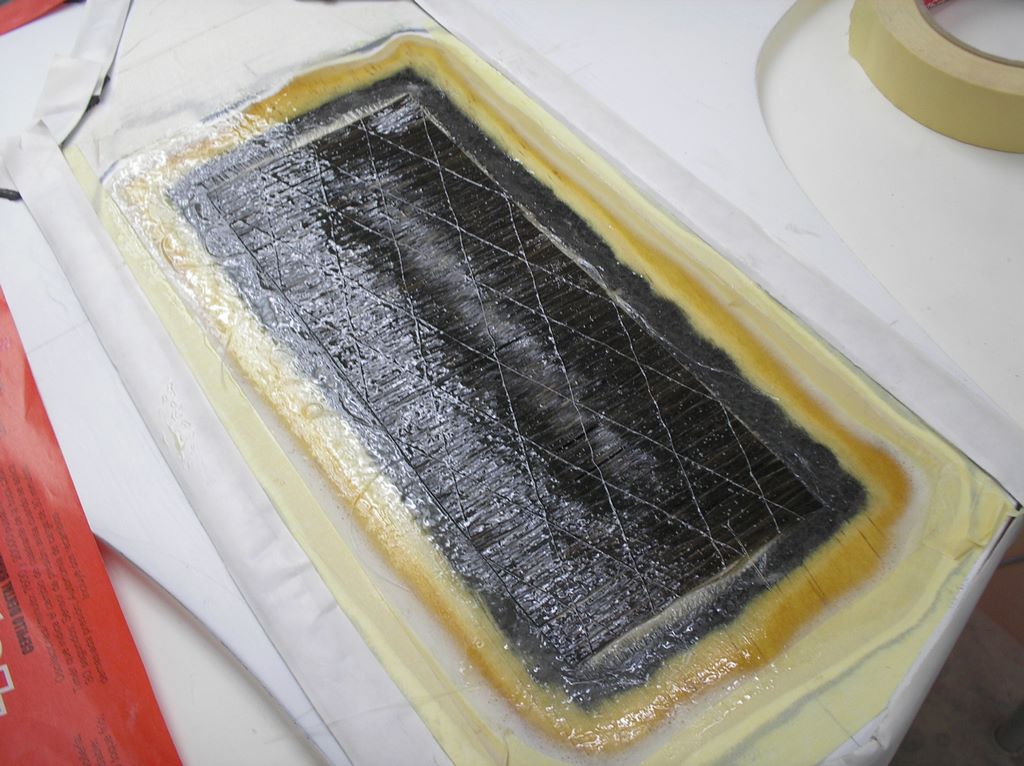



Preparamos el vacío; Tejido sangrador PEEL-PLY, manta de absorción, embolsamos, y aplicamos el vacío y ponemos una manta de calor para acelerar el catalizado de la resina



Fresamos el carril de la caja, nivelamos y emplastecemos con resina-microbalones, lijamos y aplicamos pasta de carrocero, lijamos al agua, Imprimación blanca y pintamos en blanco mate.






Reparación de fisura en carena, con muy mala pinta, empezamos:
Después de fresar 3cm aproximadamente alrededor de la abertura de la caja a nivel del PVC, eliminando en el proceso pintura, resina-microbalones, chapa pino 0,6mm y laminado en carbono y fibra de vidrio, encontramos que la caja presenta una fisura que no esta en contacto con la pared del EPS en el cual esta embutida, esta caja tiene en su laterales y frontales una forma de corchete }{ , La fisura tiene en algunos puntos 9cm de profundidad, también presenta en una esquina una fractura que habrá que laminar.
Hacemos cinco taladros profundos en el límite de la caja para que penetre bien la espuma de poliuretano y así restaurar la continuidad del EPS con las paredes de la caja.
Después de lijar el interior de la caja en su frontal y su parte posterior, tapamos las fisuras con resina-microbalones y damos un poco de calor para que penetre bien, laminamos en carbono y fibra de de Basalto U.D. de 250gr y presionamos para garantizar su adherencia con una cuña de EPS revestida de plástico de cocina y tejido PEEL-PLY para que no se pegue. Del mismo tiro reconstruimos los laterales horizontales de la caja en carena. Con carbono para la parte fracturada, hilos de carbono para tapar las fisuras superficiales y tapando todo, una tiras de fibra de vidrio de 104gr.
Ponemos encima tejido Peel-Ply y papel secante y un molde fabricado en plancha de EPS, para presionar al mismo tiempo el laminado.
Aplicamos presión al conjunto con un saco de arena.
Resultado de la laminación interior-exterior de la caja.
Tapamos los agujeros de los tornillos con masilla de vacío para conseguir estanqueidad en el vacío.
Preparamos el material para laminar:
Nivelamos con resina-microbalones, laminamos un paño en fibra de vidrio de 50gr, un paño en fibra de Basalto U.D. 250gr con las fibras orientadas hacia los laterales (para en teoría derivar las presiones laterales en la caja), un paño en carbono de 200gr, un paño en fibra de vidrio de 145gr y finalmente una chapa en pino de 0,6mm.
Preparamos el vacío; Tejido sangrador PEEL-PLY, manta de absorción, embolsamos, y aplicamos el vacío y ponemos una manta de calor para acelerar el catalizado de la resina
Fresamos el carril de la caja, nivelamos y emplastecemos con resina-microbalones, lijamos y aplicamos pasta de carrocero, lijamos al agua, Imprimación blanca y pintamos en blanco mate.
![[applaudit]](/foro/smilies/applaudit.gif "applaudit [applaudit]")
![[saludo]](/foro/smilies/saludo.gif "saludo [saludo]")