Instalar app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Nota: This feature may not be available in some browsers.
Estás usando un navegador desactualizado. Es posible que no muestre este u otros sitios web correctamente.
Debe actualizar o usar un navegador alternativo.
Debe actualizar o usar un navegador alternativo.
Grieta en la carena por mal aterrizaje SB FW 96L 2006
- Autor del tema puro
- Fecha de inicio
ffontana
Totawind Maniac
- Mensajes
- 430
- Puntos
- 0
Que rabia!
Te haces dos súper vacíos como un campeón para el corcho y no en el último laminado!!!
Se que neira prefiere laminar al aire (alguna espinita debe tener clavada con el vacío), pero él tiene experiencia de sobra para laminar hasta con los ojos cerrados. Para el resto de mortales, el vacío es garantía de buena adherencia, ausencia de burbujas y acabado perfecto para casi no lijar.
El laminado exterior con vacío y el trio "peel-ply/plástico de sangrado/manta" te habría quedado perfecto y lijarías menos.
El peel ply al final son 5€ el metro comprándolo caro y manta te vale una toalla vieja.
Sólo el plástico de sangrado no aporta mucho y menos sin presión.
Te haces dos súper vacíos como un campeón para el corcho y no en el último laminado!!!
Se que neira prefiere laminar al aire (alguna espinita debe tener clavada con el vacío), pero él tiene experiencia de sobra para laminar hasta con los ojos cerrados. Para el resto de mortales, el vacío es garantía de buena adherencia, ausencia de burbujas y acabado perfecto para casi no lijar.
El laminado exterior con vacío y el trio "peel-ply/plástico de sangrado/manta" te habría quedado perfecto y lijarías menos.
El peel ply al final son 5€ el metro comprándolo caro y manta te vale una toalla vieja.
Sólo el plástico de sangrado no aporta mucho y menos sin presión.
ffontana
Totawind Maniac
- Mensajes
- 430
- Puntos
- 0
puro dijo:.... Encima coloque una hoja de plástico perforada (de esas del pan) a modo de peelply,
El peel ply y el plástico de sangrado son cosas distintas.
Se deben usar ambas (además de la manta).
- El peel ply recoge algo de exceso de resina, pero sobretodo se usa para poder "desmoldar" el vacío sin estropear el laminado. Aunque se sature y endurezca, se puede despegar de la tabla sin problemas (y mola hacerlo, es como despellejarla a lo bruto)
- el plástico de sangrado (perforado), es para "colar" el exceso de resina hasta la manta, pero sin que se quede seco el laminado.
- la manta si recoge todo lo que sobre, pero vale cualquier toalla absorbente cutre.
Rafael Fernandez-Nespral
Totalwind Legend
A un nivel de reparación básico el plástico perforado, bien manejado cumple perfectamente su papel sangrador de resina por compresión, si se tensa en zonas convexas o se le pone peso encima en zonas planas o cóncavas. En construcción o reparación profesional de zonas extensas, se puede usar encima de la manta de absorción como film desgasificante, bajo la bolsa de vacío para evacuar las pompas de aire evitando que estas queden entre el laminado y el PEEL-PLY.
El PEEL-PLY suele ser un tejido en poliéster que se despega con cierta facilidad y que esta fabricado en tejido plano o sarga, esta ultima ideal para zonas complejas por que se adapta mejor.
Ya hay en el mercado y en forma de sándwich , combinados de PEEL-PLY y manta de absorción o PEEL-PLY, manta de absorción y red de distribución de resina para infusión a la que se le añade el plástico perforado encima para desgasificar bajo la manta de vacío.
El PEEL-PLY suele ser un tejido en poliéster que se despega con cierta facilidad y que esta fabricado en tejido plano o sarga, esta ultima ideal para zonas complejas por que se adapta mejor.
Ya hay en el mercado y en forma de sándwich , combinados de PEEL-PLY y manta de absorción o PEEL-PLY, manta de absorción y red de distribución de resina para infusión a la que se le añade el plástico perforado encima para desgasificar bajo la manta de vacío.

Pues vaya lástima lo del primer laminado con vacío, cabe pensar que la resina se fué para el trapo, y no llegó a pegar la fibra con el corcho, quizás porque el trapo es mucho más absorvente, pero si es así, como se asegura uno de que eso no va a pasar si usamos papel perforado mas papel absorbente y aplicamos vacío...?
A ver si los expertos lo explican...
De todas formas te ha quedado muy bien, más que suficiente para que la tabla funcione, y máxime teniendo en cuenta que es ka primera vez que lo haces.
A ver como la notas navegando...!
A ver si los expertos lo explican...
De todas formas te ha quedado muy bien, más que suficiente para que la tabla funcione, y máxime teniendo en cuenta que es ka primera vez que lo haces.
A ver como la notas navegando...!
Puedes usarla así, ya la acabarás cuando tengas tiempo.
Una cosa. Me sorprende ver zonas sin apenas masilla de cubrición tras el lijado.
No habrás dejado el tejido externo y su textura demasiado expuestos?
Cuando imprimes, me temo que se va a notar dicha textura.

Una cosa. Me sorprende ver zonas sin apenas masilla de cubrición tras el lijado.
No habrás dejado el tejido externo y su textura demasiado expuestos?
Cuando imprimes, me temo que se va a notar dicha textura.
Sin duda.
Edito: apuesto a que este "sobrevacío" fue el culpable también del hundimiento del EPS15 durante el laminado del doble sandwich de corcho. Esa bomba es la polla...
Es una de las razones (la otra es pura pereza, la verdad) por las que no hago vacío en los laminados externos.
Laminando al aire evitas la migración indeseada de resina del tejido hacia la manta o incluso el tubo de aspiración, pero además puedes observar (y corregir) la migración indeseada de resina del tejido hacia el nucleo de sandwich, que en el caso del PVC es bastante escasa, pero en cuanto usas otros sucedáneos con poro abierto (corcho, PU, coremat, spheretex,...) la cosa deja de ser anecdótica y si no prestas atención, te puede dejar el laminado insuficientemente saturado.
Boardlady nunca o casi nunca, vacía los laminados externos, por ejemplo, aunque sean de carbono:
http://www.boardlady.com/5859.htm
http://www.boardlady.com/5844.htm
Quiero pensar que con un vacío regulado esto se minimiza. De hecho, he visto varias reparaciones de Rafa en las que no ha ocurrido dicha migración de resina en masa hacia la manta de absorción.
Edito: apuesto a que este "sobrevacío" fue el culpable también del hundimiento del EPS15 durante el laminado del doble sandwich de corcho. Esa bomba es la polla...
Es una de las razones (la otra es pura pereza, la verdad) por las que no hago vacío en los laminados externos.
Laminando al aire evitas la migración indeseada de resina del tejido hacia la manta o incluso el tubo de aspiración, pero además puedes observar (y corregir) la migración indeseada de resina del tejido hacia el nucleo de sandwich, que en el caso del PVC es bastante escasa, pero en cuanto usas otros sucedáneos con poro abierto (corcho, PU, coremat, spheretex,...) la cosa deja de ser anecdótica y si no prestas atención, te puede dejar el laminado insuficientemente saturado.
Boardlady nunca o casi nunca, vacía los laminados externos, por ejemplo, aunque sean de carbono:
http://www.boardlady.com/5859.htm
http://www.boardlady.com/5844.htm
Quiero pensar que con un vacío regulado esto se minimiza. De hecho, he visto varias reparaciones de Rafa en las que no ha ocurrido dicha migración de resina en masa hacia la manta de absorción.
Ajá, ok. Pero la que has hecho tu si hiciste el vacio para pegar el corcho, o lo recuerdo mal...? Lo hiciste a muy poca presión, o cómo fue...? O es que ese riesgo sólo es en el laminado exterior? Si es así, porqué..?
Perdona la vagancia de no ir a rebuscar en tu hilo de la tabla...![[sorprendido]](/foro/smilies/sorprendido.gif "sorprendido [sorprendido]")
Perdona la vagancia de no ir a rebuscar en tu hilo de la tabla...
ffontana
Totawind Maniac
- Mensajes
- 430
- Puntos
- 0
Que lástima de cagada en el último paso, menos mal que con trabajo extra tiene arreglo.johnysurf dijo:Neira, se te ocurre porqué puede haber fallado el laminado con vacío..? Podría ser por demasiada presión..?
Puede ser demasiada presión, pero también puede ser exceso de agujeros en el plástico de drenaje o la ausencia de peel-ply, o la combinación de todo ello.
Me quedo más con la combinación de factores, porque por error he hecho alguno a casi 1atm y nunca se me quedó seco.
Siempre uso peel-ply, eso si (y el plástico perforado el específico, que no se si el del pan tendrá agujeros muy grandes...). A lo mejor es la clave.
Claro, con el nucleo de sandwich no te queda más cojones que usar vacío, puesto que necesitas que se mantenga pegado al EPS durante las 24h que tarda la resina epoxy en endurecerse completamente.
Lo mismo pasa con las chapas de madera que se puedan meter durante el laminado externo.
Pero para los tejidos externos, no hace falta usar vacío, a menos que tratemos con tejidos muy gruesos, de 500g/m2 o más, que tienden a despegarse de los cantos por muy saturados que estén.
Vamos, como se hace con los laminados monolíticos de las tablas de surf desde hace más de 70 años...
Que queda el laminado con un poco más de resina de lo realmente necesario? Pues sí, qué se le va a hacer...

Lo mismo pasa con las chapas de madera que se puedan meter durante el laminado externo.
Pero para los tejidos externos, no hace falta usar vacío, a menos que tratemos con tejidos muy gruesos, de 500g/m2 o más, que tienden a despegarse de los cantos por muy saturados que estén.
Vamos, como se hace con los laminados monolíticos de las tablas de surf desde hace más de 70 años...
Que queda el laminado con un poco más de resina de lo realmente necesario? Pues sí, qué se le va a hacer...
Rafael Fernandez-Nespral
Totalwind Legend
Las arrugas en el laminado casi con toda probabilidad, las ha causado el trapo que situado en el centro de la reparación. Al aplicar el vacío ha actuado como una garra. Normalmente y si la zona no es muy extensa, suelo situar la válvula de de vacío en un extremo, si lo es coloco una tira de aspiración encima de la manta de absorción para que el vacío sea uniforme.
Neira supone bien, es necesario no pasarse con el vacío para evitar el hundimiento del sándwich junto con el núcleo de EPS, o la migración excesiva de la resina hacia la bomba de vacío, aunque también depende del tiempo de curado de la resina, si este es corto el peligro de migración es menor y si es largo como el que se emplea en la infusión de resina con baja densidad, hay mas riesgo.
Como veis en las fotos de la reposición del laminado externo en carbono biaxial en esta STB isonic, he situado la válvula de vacío en un extremo, aplicando
-0,4 de depresión máxima controlada por vacuostato. El resultado es perfecto, la humectación final es buena y la huella del tejido PEEL-PLY prepara la superficie para una mejor adhesión de la pasta de carrocero de nivelación, en detalle se ve el lijado del bisel eliminando el escalón del nuevo carbono sobre el original.

[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5862_zpsye2urdl6.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5863_zpsmu81ztw7.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5864_zpsziv9undm.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5874_zpspszudlyz.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5880_zpsptphsh0s.jpg.html]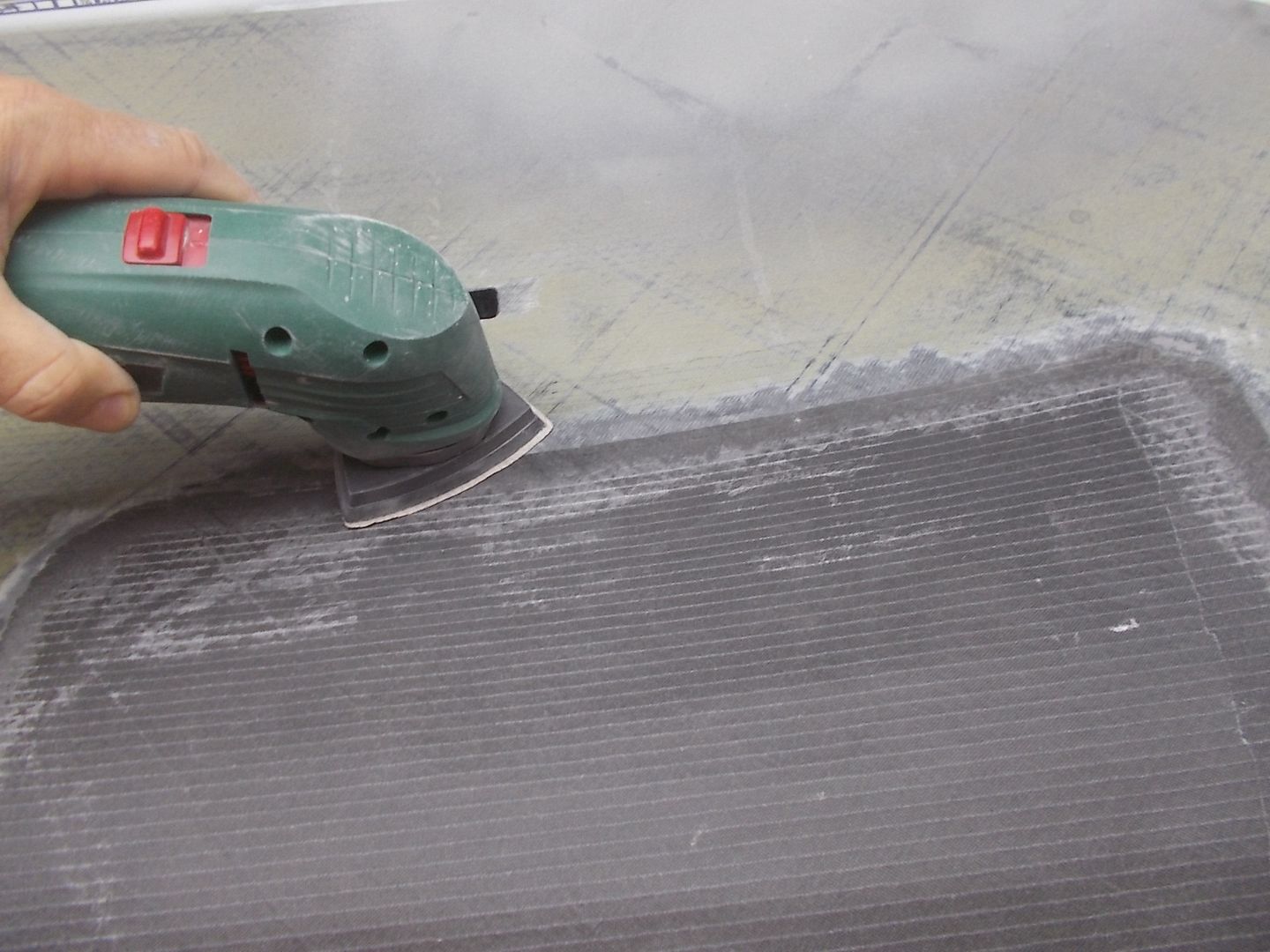
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5881_zpsb3dr49or.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5882_zpsyojokiwi.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5883_zpsq5q7webb.jpg.html]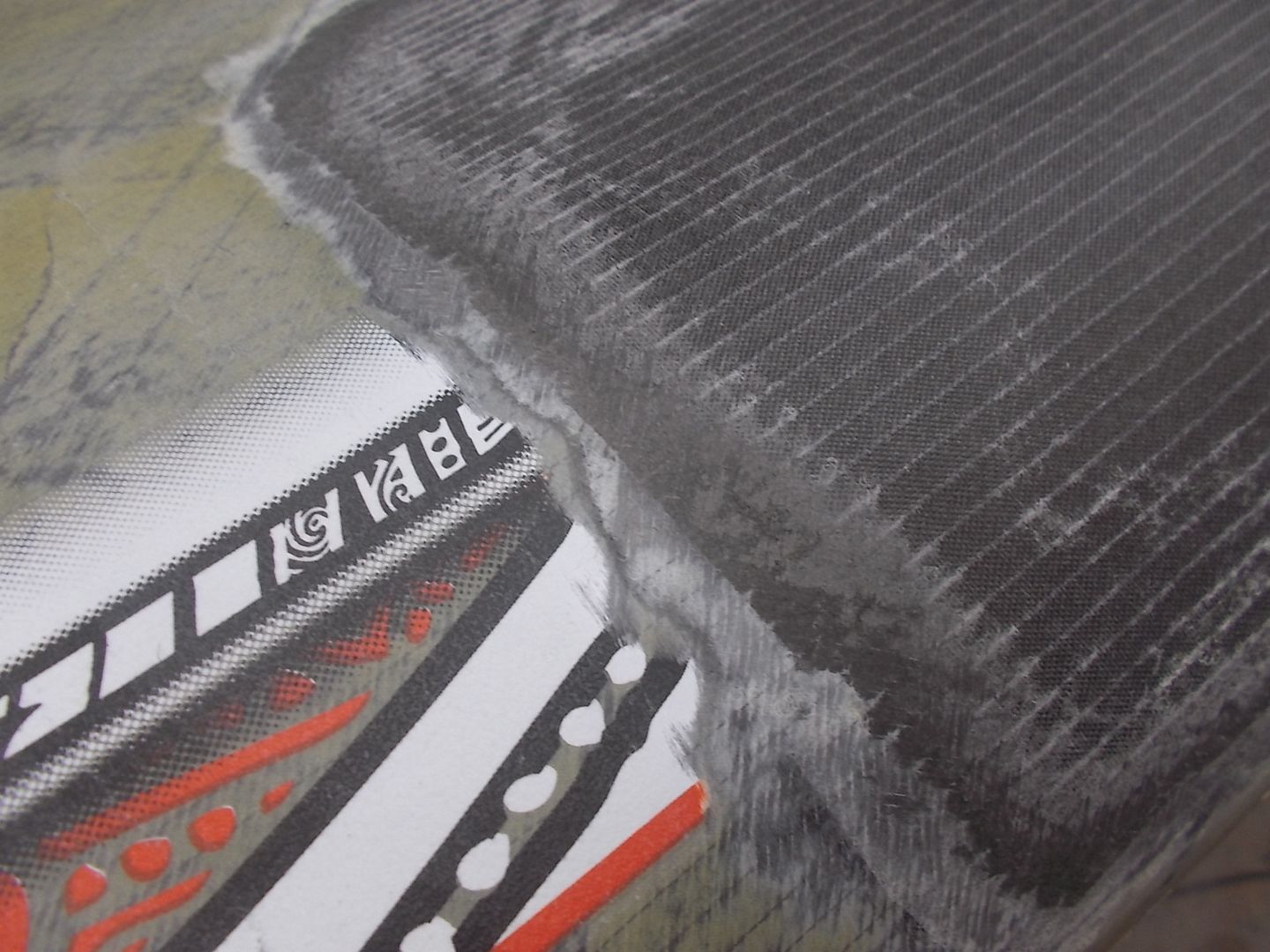
Neira supone bien, es necesario no pasarse con el vacío para evitar el hundimiento del sándwich junto con el núcleo de EPS, o la migración excesiva de la resina hacia la bomba de vacío, aunque también depende del tiempo de curado de la resina, si este es corto el peligro de migración es menor y si es largo como el que se emplea en la infusión de resina con baja densidad, hay mas riesgo.
Como veis en las fotos de la reposición del laminado externo en carbono biaxial en esta STB isonic, he situado la válvula de vacío en un extremo, aplicando
-0,4 de depresión máxima controlada por vacuostato. El resultado es perfecto, la humectación final es buena y la huella del tejido PEEL-PLY prepara la superficie para una mejor adhesión de la pasta de carrocero de nivelación, en detalle se ve el lijado del bisel eliminando el escalón del nuevo carbono sobre el original.

[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5862_zpsye2urdl6.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5863_zpsmu81ztw7.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5864_zpsziv9undm.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5874_zpspszudlyz.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5880_zpsptphsh0s.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5881_zpsb3dr49or.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5882_zpsyojokiwi.jpg.html]
[url=http://s1236.photobucket.com/user/rafashaper/media/DSCN5883_zpsq5q7webb.jpg.html]
![[bonk]](/foro/smilies/bonk.gif "bonk [bonk]")
Rafael Fernandez-Nespral
Totalwind Legend
Si, una un problema del 2012
Que bueno! si que ha dado de si me error! jejeje
Al final no he podido estrenar la tabla, había poco viento 12-16 nudos y rompiente enorme sin viento imposible de pasar! Otra vez será, así que tengo más tiempo para acabar la tabla.
Debo matizar algunas cosas sobre ese laminado al vacío que no me salió bien. La bomba de vacío que tengo es una bomba de aire acondicionado a la que no le he puesto vacuostato ni na de na, el tubo va de la bomba a la tabla. Eso si, le hice una serie de perforaciones al tubo a modo que pudiera "chupar" desde diferentes puntos por si se obstruía el principal. No puedo regular la presión a la que chupa, pero suelo ponerlo unas cuatro/cinco horas y descansar media, el vacío no se pierde durante el descanso. Lo hago así (se que no es del todo correcto) porque no afecta al EPS.
En cuanto al resultado de esa laminación al vacío, quedo completamente lisa, sin arrugas ni desperfectos similares, simplemente se veía en el interior como si estuviera deslaminado en algunos puntos, pero sin burbuja ni bulto. Y esto solo sucedió en la zona donde estaba el trapo. Donde no había trapo quedo perfecto. En esta ocasión no entró resina en el tubo, solo llegó a cubrir el trapo.
Debo decir que tal vez podría haber hecho de nuevo la laminación así y hubiera quedado bien. Debió ser algo que se me escapó y por mucho que lo piense no sabría decir. Es más, para que os hagáis una idea más concreta de esa deslaminación, debo decir que se produjo por zonas repartidas a lo largo de la zona que cubría el trapo, de manera desigual y no coincidía donde estaba el tubo de absorción. Imagino que si hubiera sido solo por culpa del vacío hubiera chupado de forma "más o menos uniforme" la resina de una zona produciendo ese deslaminado. Pero de uniforme no tenía nada. (lástima de foto, pero el cabreo era importante).
Ahora estoy planteándome como pintar la tabla (solo con imprimación y laca). he pensado en hacer una línea transversal a la tabla, un poco más ancha que la reparación. Como si hubiera partido del todo la tabla. Igual es excesivo y con tapar la reparación es suficiente, así tampoco tendría que preocuparme por lijar la pintura de la tabla. El tema es que lo tendré que hacer a mano alzada sin disponer de plantilla (cinta de carrocero).
Al final no he podido estrenar la tabla, había poco viento 12-16 nudos y rompiente enorme sin viento imposible de pasar! Otra vez será, así que tengo más tiempo para acabar la tabla.
Debo matizar algunas cosas sobre ese laminado al vacío que no me salió bien. La bomba de vacío que tengo es una bomba de aire acondicionado a la que no le he puesto vacuostato ni na de na, el tubo va de la bomba a la tabla. Eso si, le hice una serie de perforaciones al tubo a modo que pudiera "chupar" desde diferentes puntos por si se obstruía el principal. No puedo regular la presión a la que chupa, pero suelo ponerlo unas cuatro/cinco horas y descansar media, el vacío no se pierde durante el descanso. Lo hago así (se que no es del todo correcto) porque no afecta al EPS.
En cuanto al resultado de esa laminación al vacío, quedo completamente lisa, sin arrugas ni desperfectos similares, simplemente se veía en el interior como si estuviera deslaminado en algunos puntos, pero sin burbuja ni bulto. Y esto solo sucedió en la zona donde estaba el trapo. Donde no había trapo quedo perfecto. En esta ocasión no entró resina en el tubo, solo llegó a cubrir el trapo.
Debo decir que tal vez podría haber hecho de nuevo la laminación así y hubiera quedado bien. Debió ser algo que se me escapó y por mucho que lo piense no sabría decir. Es más, para que os hagáis una idea más concreta de esa deslaminación, debo decir que se produjo por zonas repartidas a lo largo de la zona que cubría el trapo, de manera desigual y no coincidía donde estaba el tubo de absorción. Imagino que si hubiera sido solo por culpa del vacío hubiera chupado de forma "más o menos uniforme" la resina de una zona produciendo ese deslaminado. Pero de uniforme no tenía nada. (lástima de foto, pero el cabreo era importante).
Ahora estoy planteándome como pintar la tabla (solo con imprimación y laca). he pensado en hacer una línea transversal a la tabla, un poco más ancha que la reparación. Como si hubiera partido del todo la tabla. Igual es excesivo y con tapar la reparación es suficiente, así tampoco tendría que preocuparme por lijar la pintura de la tabla. El tema es que lo tendré que hacer a mano alzada sin disponer de plantilla (cinta de carrocero).
Inexacto.
Sí puedes regular la presión.
Lo que no puedes es conocer la presión a la que estás vaciando, si no dispones de vacuostato.
Servidor regula la presión de vaciado, abriendo o tapando con cinta o plastilina un par de orificios que tengo taladrados en la manguera de succión.
Suelo empezar succionando a tope y cuando logro un buen vacío inicial, destapo uno o dos orificios para mantener vacío pero no aumentarlo.
Si utilizo corcho para el nucleo de sandwich, suelo esperar a que empiecen a asomar las primeras gotas de resina a través de él y en ese momento abro un orificio para que no progrese más.
Lo hago para no "implotar" el EPS, como ya me ha ocurrido un par de veces por cazurro y vaciar a tope durante 24h.![[muro]](/foro/smilies/muro.gif "muro [muro]")
Por cierto, me sorprende que no perdieras vacío al parar media hora con ese sellado tan poco ortodoxo que hiciste con bolsa y manguera. Me quito el sombrero.![[smilie=worship2.gif]](/foro/smilies/worship2.gif "worship2 [smilie=worship2.gif]")
Sí puedes regular la presión.
Lo que no puedes es conocer la presión a la que estás vaciando, si no dispones de vacuostato.
Servidor regula la presión de vaciado, abriendo o tapando con cinta o plastilina un par de orificios que tengo taladrados en la manguera de succión.
Suelo empezar succionando a tope y cuando logro un buen vacío inicial, destapo uno o dos orificios para mantener vacío pero no aumentarlo.
Si utilizo corcho para el nucleo de sandwich, suelo esperar a que empiecen a asomar las primeras gotas de resina a través de él y en ese momento abro un orificio para que no progrese más.
Lo hago para no "implotar" el EPS, como ya me ha ocurrido un par de veces por cazurro y vaciar a tope durante 24h.
Por cierto, me sorprende que no perdieras vacío al parar media hora con ese sellado tan poco ortodoxo que hiciste con bolsa y manguera. Me quito el sombrero.
Otra cosa, si la imprimación es imprimación de verdad, no hace falta que lijes la pintura de la tabla, puesto que su poder de adhesión es superior al de una pintura normal.
Basta con que elimines la suciedad y el brillo superficial de la zona a pintar con una lija fina.
Basta con que elimines la suciedad y el brillo superficial de la zona a pintar con una lija fina.
Neira en cuanto al vacío yo no he perforado ni tubo ni plástico y no se porque no se ha deshecho el vacío al apagar la bomba. Supongo que la mala suerte que he tenido para unas cosas se compensa con buena suerte para otras!!!
Bueno ya he dado la primera capa de imprimación, hoy cuando vea el resultado decidiré si doy otra o no (más que nada porque no pienso dar pintura y espero tener un color uniforme).

[url=http://s1341.photobucket.com/user/puroycasto/media/imprimacion2_zps6mnaamvm.jpg.html]
[url=http://s1341.photobucket.com/user/puroycasto/media/imprimacion3_zps3vyt8epd.jpg.html]
[url=http://s1341.photobucket.com/user/puroycasto/media/imprimacion4_zpsg8ofwq0y.jpg.html]
[url=http://s1341.photobucket.com/user/puroycasto/media/imprimacion5_zpsaticawkt.jpg.html]
El color no se ajusta en nada, solo había imprimación blanca o gris, elegí la gris.![[platano2]](/foro/smilies/platano2.gif "platano2 [platano2]")
en cuanto a la rugosidad... cero patatero, ha quedado liso liso liso y no se notan imperfecciones. En las fotos parece que tenga boños pero en realidad es que la imprimación estaba aún fresca en algunas zonas.
Al final me decidí en pintar en cuadrado hasta llegar a la zona de la flecha/rayo/oloquesea, ahí lo perfilé siguiendo la curva.
esta noche o bien imprimo la segunda capa (si no lo veo bien) o bien pongo la laca mate final!!!!
Bueno ya he dado la primera capa de imprimación, hoy cuando vea el resultado decidiré si doy otra o no (más que nada porque no pienso dar pintura y espero tener un color uniforme).

[url=http://s1341.photobucket.com/user/puroycasto/media/imprimacion2_zps6mnaamvm.jpg.html]
[url=http://s1341.photobucket.com/user/puroycasto/media/imprimacion3_zps3vyt8epd.jpg.html]
[url=http://s1341.photobucket.com/user/puroycasto/media/imprimacion4_zpsg8ofwq0y.jpg.html]
[url=http://s1341.photobucket.com/user/puroycasto/media/imprimacion5_zpsaticawkt.jpg.html]
El color no se ajusta en nada, solo había imprimación blanca o gris, elegí la gris.
en cuanto a la rugosidad... cero patatero, ha quedado liso liso liso y no se notan imperfecciones. En las fotos parece que tenga boños pero en realidad es que la imprimación estaba aún fresca en algunas zonas.
Al final me decidí en pintar en cuadrado hasta llegar a la zona de la flecha/rayo/oloquesea, ahí lo perfilé siguiendo la curva.
esta noche o bien imprimo la segunda capa (si no lo veo bien) o bien pongo la laca mate final!!!!
gabrielmor
Usuario
- Mensajes
- 7
- Puntos
- 0
Gran apunte!